A customer taps “Buy Now” on a phone. The payment clears. A confirmation email lands in seconds. That only happens if, earlier in the chain, a supplier shipped parts, a warehouse picked the order, and a carrier had room on the truck.
When the chain breaks, you notice fast. The package is late. The shelf tag says out of stock. The wrong colour shows up on your doorstep. What looks effortless at checkout is one of the hardest coordination jobs in business.
This lesson explains how companies produce goods and services, design supply chains, choose suppliers, line up operations with a cost or quality strategy, and track day-to-day performance.

The Operations Department
Every product on a store shelf or app screen passed through operations first. The operations department runs the technical work of manufacturing goods or building services so the business can deliver what it promised.
Picture a regional bakery that supplies grocery chains. The operations manager schedules bakers, maintains ovens, orders flour in the right amounts, and checks that each batch meets the retailer’s quality standards. Marketing may design the packaging. Finance sets how much the plant can spend on labour and equipment. Human resources hires the line workers. Operations is where those plans turn into physical output.
Inputs include raw materials, labour, energy, and equipment. Outputs are the goods or services customers pay for. When operations slips, marketing promises and finance forecasts stop matching reality.
Production Processes
Businesses do not pick a production style at random. They weigh customer priorities like, quality, price, and customization, against their core competencies and what competitors already offer.
Artisan Production
Artisan production relies on skilled labour and close attention to detail. Batch sizes stay smaller. A custom furniture shop might build one table at a time to a client’s measurements. Unit costs run higher, but buyers often pay for fit, finish, and uniqueness.
Mass Production
Mass production uses technology, assembly lines, and machinery to make larger volumes of standardized goods. A chair factory might stamp out thousands of identical units per week. Per-unit cost usually drops as volume rises, though flexibility shrinks.
Neither approach wins by default. A luxury brand may need artisan methods to justify its price. A discount retailer needs mass production to hit its margin targets.
Supply Chain Basics
A supply chain connects every party involved from raw materials through final delivery to the customer. Chains can be local, regional, or global. The path for physical goods differs from the path for services.
Picture a relay race. Each leg—sourcing, making, storing, shipping—must hand off cleanly to the next. One slow leg slows the whole run.
Push Systems
Goods supply chains often build inventory ahead of demand using forecasts.
Pull Systems
Service supply chains more often start when a customer books or walks in, because many services cannot be stockpiled.
The Supply Chain for Goods
For a physical product, the sequence usually runs like this. Raw materials and component parts are purchased and moved to manufacturing. Workers and equipment transform them into finished goods. Goods may sit in a warehouse for storage. A distribution center or retail store delivers them to the end customer.
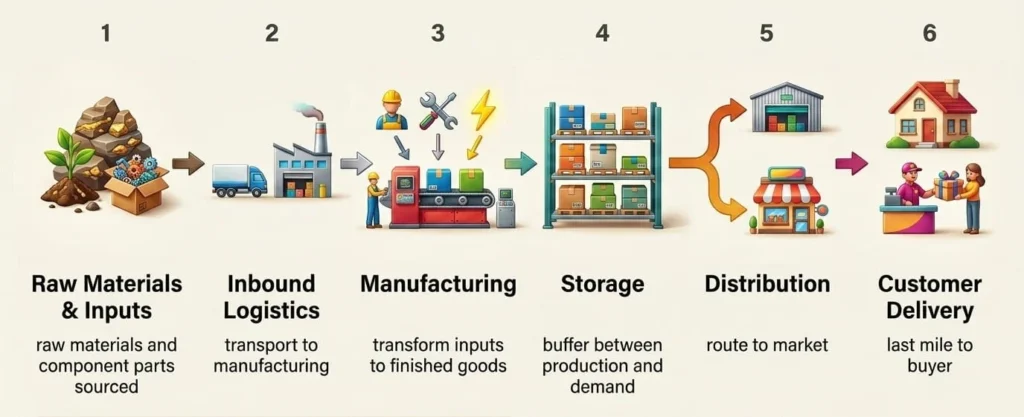
A phone maker buys chips and screens, assembles devices on a line, boxes them, ships cartons to a warehouse, then routes units to carriers or stores. At each step the same item plays a different role. The screw maker sells a finished screw. The phone maker treats that screw as a component part.
The Supply Chain for Services
Physical goods can sit in a warehouse until someone buys them. Services cannot. A vacant hospital bed or an unused appointment slot cannot be saved on a shelf for a future sale. Instead, the business gathers employees, resources, and delivery systems, then delivers the service when the customer shows up—in person or online.
In healthcare, the patient is part of the supply chain. Patients supply information and participate directly in care. That creates a two-way flow between provider and customer, not just supplier to buyer.
A hospital must coordinate medical professionals, specialized equipment, medications, facilities, and unpredictable patient demand. An MRI machine and a trained technician are real assets—but the scan does not happen without the patient in the room. Healthcare supply chains are among the most complex service systems: thousands of distinct drugs and device parts across multiple locations, all timed to demand that shifts day to day.
Service companies manage capacity, (people, rooms, equipment, bandwidth) instead of product inventory, so when they have unused capacity the potential revenue they could have earned is gone.
Choosing Suppliers and Managing Risk
Few manufacturers make all the parts required to produce the final product in-house. Who you buy from, and how much you depend on them, shapes your costs, the quality of your products, and how fast you can recover if disruptions delay raw materials or parts.
The supplier you choose depends on five factors: cost, quality, efficiency, convenience, and risk.
- Cost: The price per unit and whether cheap parts cost more once you count returns, rework, and delays.
- Quality: Whether materials and workmanship meet the standards your product needs, not just the lowest bid.
- Efficiency: Whether the supplier delivers on time, sends the right quantities, and runs a reliable operation.
- Convenience: How easy they are to work with when you need speed, flexibility, and short lead times.
- Risk: The chance that events outside your control, like weather, politics, shortages, errors will interrupt supply.
A low unit price helps your margins only if the parts still pass inspection. Cheap steel that cracks in testing can cost more than a pricier grade once you count rework and returned orders.
Quality means checking whether the supplier’s materials and workmanship meet the standards your product needs. A furniture maker needs straight lumber and tight joints—not just the lowest quote on paper.
You also need a supplier who delivers on time, sends the right quantities, and does not stop your line with missed deadlines. When orders spike before a holiday, a local supplier may charge more per unit but get parts to your plant in days instead of weeks.
Disruptions are often invisible until a shipment is late. Natural disasters, political instability, resource shortages, production errors, and a supplier’s damaged reputation can delay delivery or raise costs. When customers cannot get what they ordered, they shop elsewhere—and your profits take the hit.
A phone maker that buys every chip from one factory overseas has no backup when that region shuts down. Common responses include using more than one supplier, keeping extra safety stock on hand, and keeping a list of where each part is made. None of that removes risk entirely. It buys time to adjust when something breaks—and gives operations managers options before customers notice.
Supply Chains for Cost Leadership
Companies competing on low prices usually favor mass production and supply chains built to cut cost. This means using cheaper inputs that still meet the required standard, tighter transfers between steps, and less waste in storage and transport.
Some businesses scale operations so revenue can grow faster than costs. That might mean a higher-capacity plant, a more efficient distribution layout, or renegotiating bulk purchase contracts once volume justifies it. The goal is not growth for its own sake. It is a wider gap between what customers pay and what each unit costs to deliver.
Supply Chains for Quality and Differentiation
Companies competing on quality, whether through artisan craft or carefully controlled mass production, choose suppliers and processes that maintain a high standard. That can mean premium materials, extra inspection steps, or suppliers certified to industry rules.
Higher cost per unit may be acceptable when customers pay for reliability, durability, or brand trust. Operations and supply-chain choices should match the strategy on the marketing side. A premium promise falls apart if purchasing quietly switches to the cheapest component.
Exclusive Agreements and Barriers to Entry
Some companies use supplier or distributor contracts to make entry harder for rivals. An agreement might stop a parts supplier from selling to competitors, or prevent a retailer from stocking rival brands. Those arrangements can reinforce barriers to entry (discussed in Competitive Advantage) however they do not guarantee success. Regulators may challenge anti-competitive deals, and locked-in supplier relationships can become a liability if markets shift.
Operations KPIs and Performance Monitoring
Operations teams track whether daily work supports company goals. Common operations KPIs include:
Per-Unit Cost
What it costs to make or deliver one unit.

Delivery Cost
What shipping and logistics add per order or per unit.

Order Accuracy
How often shipments match what the customer ordered.

On-Time Delivery Rate
How often orders arrive by the promised date.

A practical cycle ties those numbers to action:
- Set a target (for example, 98% on-time delivery this quarter).
- Measure actual performance each week or month.
- Find the cause of missed targets—late trucks, picking errors, supplier delays.
- Adjust the process: routing, staffing, supplier terms, or inventory buffers.
Better on-time delivery can protect customer trust. Lower per-unit cost supports a cost-leadership strategy. KPIs only help when someone acts on them.
For formal KPI definitions, financial KPI families, and industry benchmarks, see How To Check a Business Financial Health.